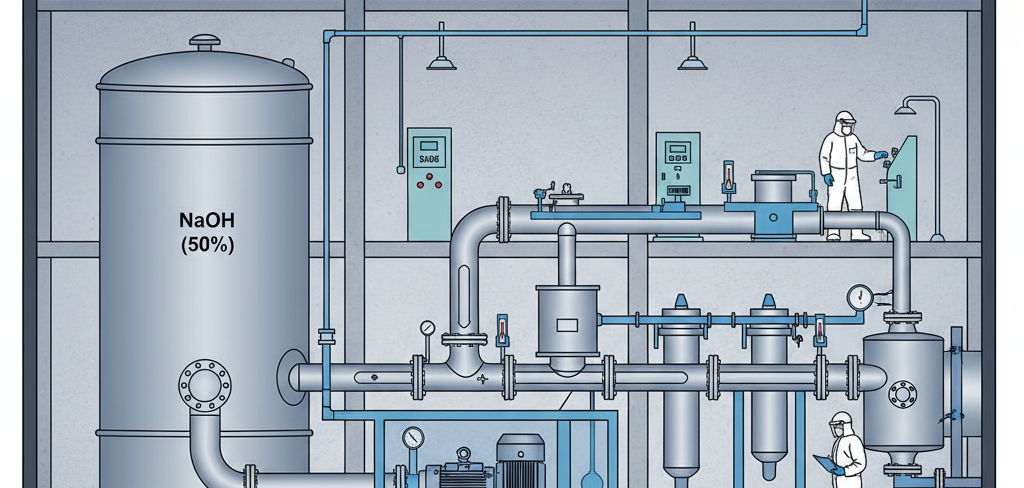
Caustic soda, or sodium hydroxide (NaOH), is essential across multiple industries, but handling it isn’t for the faint-hearted. With its aggressive chemical profile, high viscosity in concentrated forms, and tendency to solidify under certain temperatures, pumping caustic soda requires specialized systems, materials, and safety protocols. This guide examines how industrial plants can manage substances efficiently while minimising risks.
Understanding the Nature of Caustic Soda in Industrial Environments
Physical and Chemical Properties of Caustic Soda (NaOH)
Caustic soda is a highly alkaline substance with strong corrosive properties. Available in various concentrations, it appears as white pellets, flakes, or a viscous liquid. It’s odorless but reacts exothermically with water and can degrade metals, plastics, and organic materials if not managed correctly.
Concentration Variations and Their Impact on Pumping
- 30-35% solutions are common in textile and food applications.
- 45-50% solutions are highly viscous and require heating to remain flowable.
- Pump selection and material compatibility depend heavily on concentration levels.
Typical Use Cases Across Industries
- Manufacturing: Metal cleaning, surface prep
- Textiles: pH control in dyeing
- Paper: Pulp treatment and bleaching
- Chemicals: pH regulation, reagent production
How Caustic Soda Behaves in Pipelines and Pumps
- Viscosity: Increases with concentration and decreases with heat
- Crystallization: Occurs when ambient temperatures drop below 20°C
- Incompatibility: Reacts with aluminium, brass, and some grades of stainless steel
Risks Associated with Pumping Caustic Soda
Handling caustic soda (NaOH) in industrial environments isn’t just about moving a liquid from point A to point B. Every stage of pumping storage, transfer, mixing, and flushing poses critical risks that can spiral into major downtime or safety incidents if overlooked.
Corrosion and Equipment Degradation
Sodium hydroxide is extremely reactive, especially in concentrations above 30%. It doesn’t just wear down pump parts slowly; it attacks them on a molecular level. When pumps aren’t made of chemically compatible materials, here’s what you typically see:
- Thinning of pump walls from inside-out corrosion
- Pitting corrosion , especially at welds, threads, and surface irregularities
- Seal degradation as NaOH breaks down rubber components or elastomers
This damage isn’t always visible. Over time, the inner structure weakens, making the system more prone to mechanical failure even if the outer housing seems intact.
Some materials, like standard stainless steel or EPDM seals, degrade faster than operators realize. One small miscalculation in material selection can shorten a pump’s life by years—or worse, result in an emergency shutdown.
Pipe Bursts, Seal Leaks, and Unplanned Downtime
Sodium hydroxide tends to expand during dilution and temperature fluctuations. If these changes aren’t managed carefully, the internal pressure within pipelines or pumps can exceed safe thresholds.
- Seal leaks occur when caustic soda degrades gaskets, O-rings, or mechanical seals.
- Pipe bursts are more common when pumps run against closed valves, causing dangerous pressure spikes.
- Unplanned downtime follows closely, often in the form of emergency repairs, environmental cleanup, and safety audits.
Additionally, many plants use steel piping systems with threaded joints. Caustic soda can accumulate at threads and react over time, creating weak points that suddenly fail under pressure.
Personnel Exposure Risks
Operators, maintenance crews, and floor supervisors face significant exposure hazards—especially when proper PPE is overlooked or systems are not designed with personnel safety in mind.
Burns: Even a small splash of caustic soda on skin can lead to deep tissue burns. Unlike acid burns, alkaline burns often go unnoticed at first and worsen over time.
Inhalation: Vapors from heated caustic soda (or during dilution) can irritate the nose, throat, and lungs. Continuous low-level exposure may result in chronic respiratory issues.
Contamination: Small leaks from a valve or flange might not seem urgent—but when they drip into tanks or mix with other chemicals, entire product batches can get contaminated. That’s not just a safety issue; it’s a quality control nightmare.
Plants that lack secondary containment, vapor scrubbers, or leak detection sensors are particularly vulnerable. Exposure risks don’t just threaten worker health—they can also lead to legal liabilities and compliance violations.
Common Mistakes in Caustic Soda Transfer
Using Generic Pumps
One of the most frequent—and costly—mistakes is relying on a general-purpose pump to handle caustic soda.
- Generic centrifugal pumps often have wetted parts that react with NaOH
- Incorrect seal types degrade quickly, increasing leak risks
- Improperly coated impellers wear down within months
What seems like a cost-saving choice upfront often results in higher total ownership costs due to frequent maintenance, short pump life, and unplanned replacement.
Neglecting Temperature Variation
NaOH behaves differently across temperatures. Below 12°C (around 54°F), caustic soda starts to solidify and form crystals. These crystals don’t just slow down flow—they cause real mechanical damage.
- Crystallization in pump casings can jam rotating parts
- Pipe blockages from solidified soda cause backpressure and system overload
- Thermal shock from sudden temperature changes weakens pipe joints and pump housing
Ignoring these properties leads to repeated breakdowns, especially in uninsulated outdoor systems or colder plant environments.
Key Pump Material Considerations for Caustic Soda Handling
Metal vs. Non-Metal Options
- Metals like Hastelloy and Titanium are corrosion-resistant but expensive
- Non-metallics like PTFE and PVDF offer high resistance and flexibility
Resistance to Pitting, Cracking, and Chemical Breakdown
Materials should not only resist NaOH but also withstand sudden temperature changes and prolonged exposure.
Most Reliable Pump Materials for NaOH
- PTFE (Polytetrafluoroethylene): Ideal for seals and internal linings
- UHMW-PE (Ultra High Molecular Weight Polyethylene): Excellent chemical resistance
- PVDF (Polyvinylidene fluoride): Good for pump housings
- Avoid: 316 stainless steel in high concentrations due to pitting risk
Pump Design Parameters for Maximum Safety and Efficiency
Closed Seal Systems to Prevent Vapor Leaks
Caustic soda can emit hazardous vapors, especially when heated or pressurized. These vapors not only pose a health risk but also corrode nearby equipment. That’s why closed-seal or sealless systems are preferred.
- Magnetic drive pumps eliminate the need for mechanical seals altogether.
- With no dynamic seal between the pump and motor, vapor leakage is virtually eliminated.
- Maintenance intervals are longer, and system integrity is better preserved.
This design is particularly useful for plants handling high concentrations of NaOH or operating near sensitive equipment.
Flow Control to Avoid Pressure Spikes
Flow inconsistencies can lead to pressure buildup, which strains pump components and downstream piping. Even slight spikes can:
- Damage impellers or diaphragms
- Blow gaskets or seals
- Trigger safety valve discharge or pipe rupture
Installing variable frequency drives (VFDs) and flow control valves ensures smoother ramp-up and steady-state operation. These systems:
- Reduce mechanical stress
- Improve energy efficiency
- Allow better control during batch transfers or tank fill-ups
Choosing Between Mag Drive, Diaphragm, and Centrifugal Pumps
Magnetic Drive Pumps
- Best for sealed systems
- Zero vapor leaks
- Low maintenance and longer life
- Slightly higher upfront cost but lower long-term cost of ownership
Ideal for plants that prioritize safety and environmental control.
Diaphragm Pumps
- Excellent for low-to-medium flow rates
- Can handle slurries or solid-laden caustic soda
- Good chemical compatibility if fitted with PTFE or UHMW-PE
- Pulsating flow needs to be dampened for smooth operation
Often used in batch operations or smaller dosing setups.
Centrifugal Pumps
- Efficient for high-volume transfer
- Must be carefully constructed with non-reactive materials
- Susceptible to vapor locking if suction head isn’t adequate
Good fit for bulk caustic soda transfers, provided they’re built with resistant liners and seals.
Temperature Management in Caustic Soda Pumping
Ideal Temperature Range
Caustic soda crystallizes or becomes viscous at lower temperatures. Here’s the rule of thumb:
| Concentration | Min Operating Temp | Notes |
| 50% NaOH | > 20°C | Gels below 20°C, blocks flow |
| 30% NaOH | 10–15°C | Less prone to solidify, but still sluggish at low temps |
Maintaining a stable, warm temperature prevents both flow disruption and damage to pump internals.
How Overheating Impacts Material and Pump Life
While cold temperatures solidify NaOH, overheating is equally dangerous.
- Elastomer degradation occurs rapidly above 60°C
- Expansion differences between parts can crack pump housings
- Can trigger premature wear in motors and drive components
To avoid this, maintain a controlled heating setup with fail-safes in place.
Heating Elements and Insulation Considerations
To keep the fluid pumpable in all weather conditions:
- Jacketed pumps and pipes allow warm water or oil to circulate around the caustic soda path
- Foam or mineral wool insulation retains heat in outdoor setups
- Temperature sensors paired with alarms or auto-shutdown protect against overheating
These measures ensure that the fluid doesn’t solidify overnight or during idle time, especially in colder regions.
System Setup and Safety Protocols
Placement of Containment Systems and Leak Detection
Designing the system with safety margins is non-negotiable. Include:
- Double-walled piping to capture leaks before exposure
- Drip trays or containment pallets under pumps and valves
- Sensors that detect pH shifts, pressure drops, or unusual temperature spikes
These serve as early warnings to catch problems before they escalate.
Emergency Stop Mechanisms and Inspection Checkpoints
Emergency readiness goes beyond the hardware; it’s about visibility and timing.
- Manual E-stop buttons must be accessible at all control stations
- Automated shutoff systems linked to leak sensors or temperature alerts
- Routine visual checks are scheduled every shift
- Line flushing after every transfer to avoid stagnation or crystallization
Operator Safety Guidelines During Pump Operation
Human safety must sit at the center of every pumping protocol.
- Full PPE kits: gloves, goggles, face shields, aprons, and chemical boots
- Automated shutoffs: halt flow immediately upon breach or temperature spike
- Lockout/Tagout (LOTO): ensures equipment is de-energized before repair or inspection
Operators must be trained to treat even a pinhole leak seriously, as NaOH can cause irreversible skin and eye damage within seconds.
Maintenance Best Practices for Long-Term Pump Health
Cleaning Schedules to Prevent Crystallization
Crystallization clogs valves, scores pump casings, and eventually stops operations altogether.
- Flush with warm water or a neutralizing agent after every batch
- Circulate the solution slowly if idle for extended periods
- Avoid stopping the pump with fluid inside when temperatures are dropping
This step alone can double the lifespan of your equipment.
Seal Replacement and Wear Part Checks
Seals take the brunt of caustic soda’s aggression.
- Inspect seals monthly especially for high concentrations or heated lines
- Look for signs of hardening, brittleness, or color change
- Use spare part kits with pre-approved compatible materials (PTFE, Viton, EPDM, depending on spec)
Neglecting this check often leads to emergency shutdowns at the worst possible time.
Preventive Maintenance vs. Reactive Repairs
| Approach | Pros | Cons |
| Preventive | – Predictable costs- Fewer breakdowns- Improved safety | – Requires scheduling- Initial planning effort |
| Reactive | – No upfront effort | – Costlier- Longer downtime- High risk of injury |
Most failures aren’t sudden. They build up from neglected maintenance. A preventive routine not only saves money but keeps staff safer and productivity stable.
Conclusion: Why Caustic Soda Needs a Purpose-Built Pumping Approach
Pumping caustic soda isn’t just about moving liquid from point A to B. It’s a carefully balanced operation where safety, material compatibility, and system design all intersect. Industrial plants can dramatically reduce their exposure to risk—both human and operational—by investing in purpose-built pumps, regular maintenance schedules, and robust training protocols.
Done right, the process becomes routine. Done wrong, it becomes an emergency. The choice, as always in plant operations, is in the preparation.